PRINCIPE DE MOULAGE SABLE
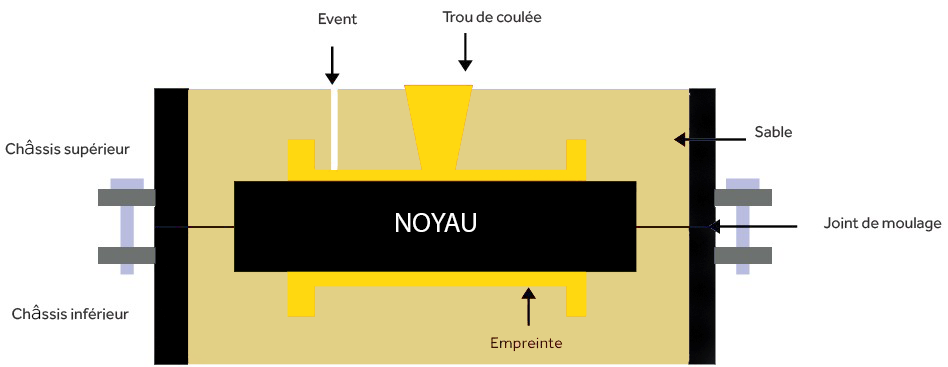
Le moulage sable est une méthode de fabrication où l'on crée une empreinte dans du sable, basée sur un modèle de la pièce. On utilise ce procédé pour façonner des matériaux qui fondent à haute température, comme la fonte. C'est idéal pour produire des pièces de grande taille et pour des petites et moyennes séries.